Was passiert fast immer nach einem ungeplanten Maschinenstillstand?
Immer das gleiche Szenario !?
Ihr Fachpersonal für Instandhaltung wird das in Folge beschriebene Problem sicherlich nur zu gut kennen:
An einer wichtigen Produktionsmaschine, welche mit hydraulischer Proportionalventiltechnik inkl. integrierter Ventilelektronik (OBE On-Board-Elektronik) in Verbindung mit hydraulischen Antrieben ausgerüstet ist, kommt es zu einer Maschinenstörung mit Produktionsausfall.
Über die Produktionsabteilung wird sofort die Instandhaltung informiert und ein Auftrag zur schnellst möglichen Beseitigung der Störung erteilt.
Schon bei der ersten Begutachtung der Maschine wird erkannt, dass das Problem wahrscheinlich im hydraulischen Steuerkreis einer geregelten Antriebsfunktion zu finden sein wird.
Wie aber soll die Störungsursache eingegrenzt- oder die sogar direkt ermittelt werden?
Ist es der fehlende, elektrische Ventilsollwert, der für die kontrollierte Verfahrgeschwindigkeit des hydraulischen Antriebs sorgt? Hat das Ventil überhaupt eine ausreichende 24V Spannungsversorgung? Blockiert der Ventilkolben bedingt durch Schmutzpartikel im Öl oder existiert ein Problem mit der Anlagenmechanik?
So kommt es immer wieder vor, dass mehrere Personen aus unterschiedlichen Fachbereichen vor Ort über das technische Problem diskutieren, aber nur Vermutungen über die Ursache des Problems zusammengetragen werden können.

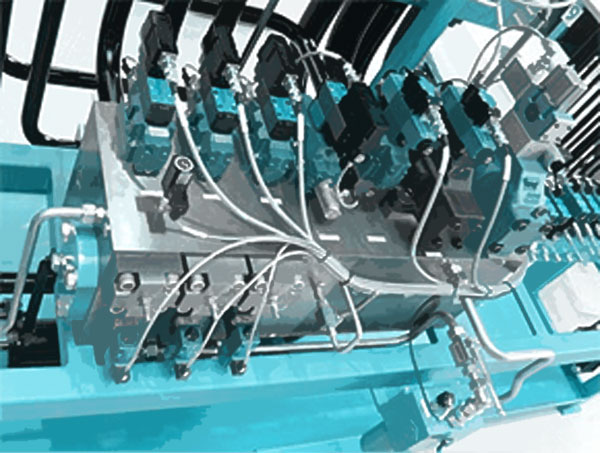
Abb.: Einschleifen des hydromotion Ventiltestgerätes VTB1-2X in einen hydraulischen Ventilsteuerkreis
Viele mögliche Fehlerursachen, welche durch einschlägige Berufserfahrungen bekannt sind, werden gesammelt und diskutiert. Es kommen Fragen auf, die im ersten Moment nur schwer zu beantworten sind.
Bei modernen Hydraulikventilen, mit integrierter Ventilelektronik, ist die elektrische Signalkabeldose (umgangssprachlich Ventilstecker genannt) der Anschlussleitung ohne zusätzliche Messbuchsen, direkt mit dem Gerätestecker des Ventils verbunden. Somit hat die elektrische Fachkraft keine Möglichkeit die elektrischen Signale, wie Ventilsollwert, Ventilistwert, Ventilfreigabe oder die Spannungsversorgung, direkt am Ventil zu prüfen.
Die hydraulische Fachkraft kann die Ventilfunktion vor Ort nicht testen, da er das notwendige Sollwertsignal, welches von der externen Steuerung kommt, nicht ohne Steuerungs- und Programmierkenntnisse manipulieren kann.
Auch der Mechaniker kann keine dynamischen Anlagenteile überprüfen, da sich ohne eine notwendige Ventilansteuerung nichts in der Maschinenmechanik bewegt.

Was bleibt, ist der Austausch von verdächtigen Komponenten, in der Hoffnung die richtige Komponente gewählt zu haben.
Ein vermutlich defektes Hydraulikventil wird in den meisten Fällen durch ein technisch überholtes oder neuwertiges Ersatzventil ausgetauscht. Bleibt die Maschinenstörung dennoch vorhanden, wird aus Sicherheitsgründen das ausgetauschte Ventil zur Instandsetzung zum Hersteller geschickt, ohne ein genaues Fehlerbild benennen zu können.
Das alles muss nicht sein! Es geht auch anders!
Mit dem Einschleifen des hydromotion Ventiltestgerätes VTB1-2X in einen hydraulischen Ventilsteuerkreis, hat ihr Servicepersonal ein umfassendes Werkzeug zur Hand, um eine Fehlersuche an einem hydraulischen Antrieb mit Stetigventil oder dessen Umfeld, zielgerichtet und ohne größere Umstände, durchführen zu können.
Mehr dazu …
